
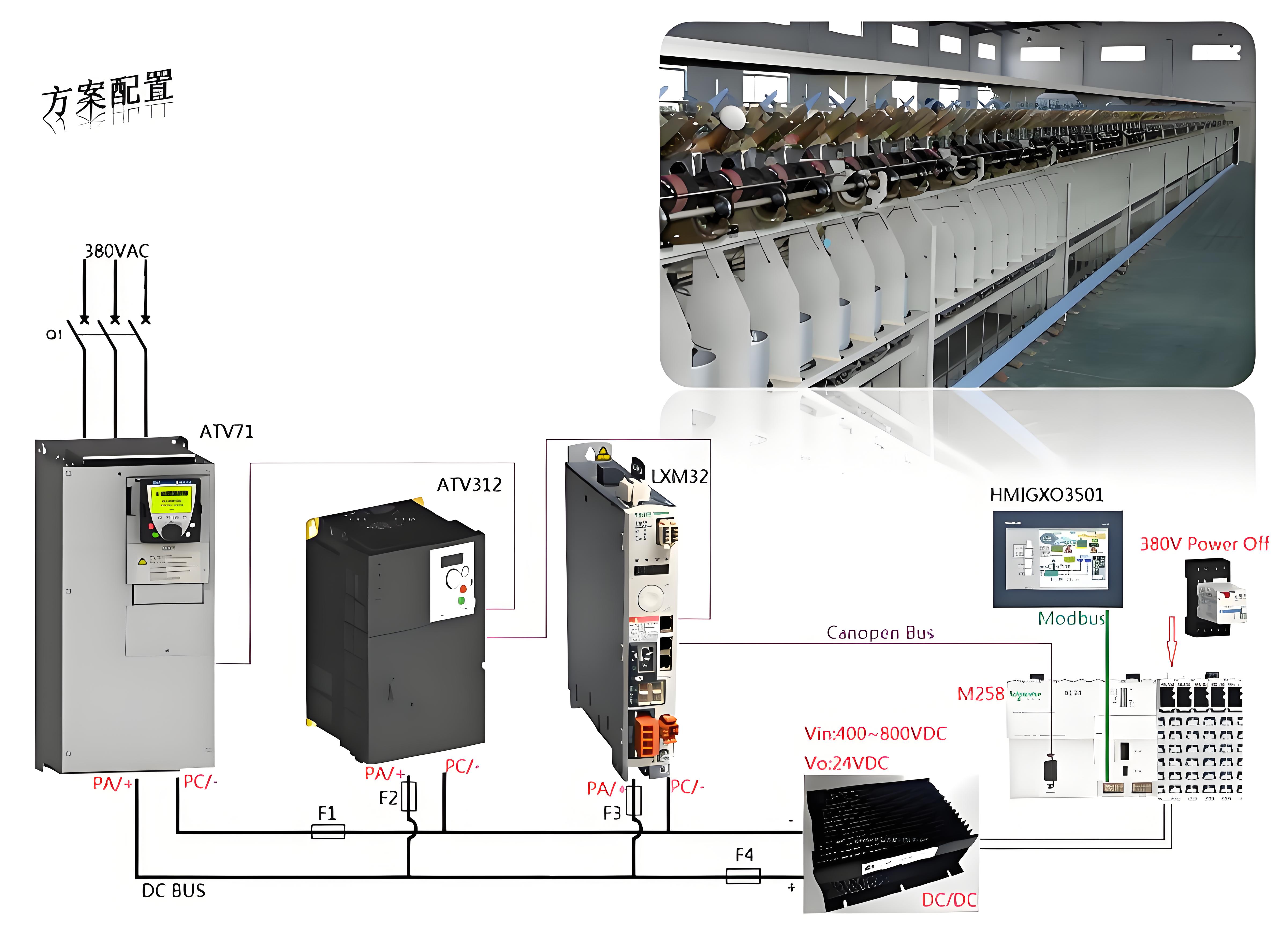
传统的倍捻机由一台主电机拖动,经过齿轮箱传动完成锭子旋转、卷绕辊转动、横动移纱杆往复运动这三部分动作。各个传动部件靠4个齿轮箱传动,横动移纱靠成形凸轮实现。经过市场调研,针对传统倍捻机齿轮箱加工难度大、运转噪声大、漏油、特别是变换品种时间长和复杂等缺点。设计出以施耐德TM258 可编程控制器为主控制单元,控制多个单锭电机锭子速度(变频器控制),卷绕电机速度(变频器控制),横动移纱电机速度(施耐德LXM32 交流伺服驱动器控制),用触摸屏设置和显示工艺参数的控制方案。取消4 个齿轮箱及全部工艺变换齿轮,取消移纱成形凸轮机构。对主轴转速信号采用高速,对卷绕辊进行测速,同时得到纱线加捻长度L=2πr/每转;通过在触摸屏上用中文设置工艺参数如:锭子速度、捻度、卷绕角、锭子长度等;同时产量相对应于班次计量;对运转过程中出现的故障信息均在触摸屏中显示器上用中文显示出来,为排除故障提供方便。并能实时显示年、月、日为工厂查抄报表提供方便。总之,有变换品种快、维护操作方便,工艺参数设置简单,只需要1 分钟就可以完成,自动化程度高,适应市场需要等特点。
• 卷绕速度高达100m/s;
换向时间要求卷绕速度从20m/s到100m/s,换向时间为30ms;
• 要求伺服和变频器的启动停止需要同步;
• 变频器通信为modbus,触摸屏通信为modbus,伺服通信为canopen;
• 要求伺服电机短运动周期为300ms


 全国免费服务热线
全国免费服务热线